SLM is one of the most exciting 3D printing technologies available today and is utilized both for rapid prototyping and mass production. The range of metal alloys available is fairly extensive. The end result has properties equivalent to those manufactured via traditional manufacturing processes.
SLM is very similar to SLS, and both processes are covered under the powder bed fusion umbrella. The major difference is the type of feedstock or powder it uses. While SLS uses mainly nylon (PA) polymer materials, SLM is specifically for metals.
Nevertheless, the basic process is the same. As demonstrated in the image above, the laser sinters the powder together, layer-by-layer, until the model is complete.
However, there is one big difference between SLM and SLS. Due to the constraints of the SLM process and the weight of the material, SLM requires support structures to be added to any overhanging features. This differs from SLS, where the surrounding powder material can provide enough support, allowing freeform shapes and features to be realized.
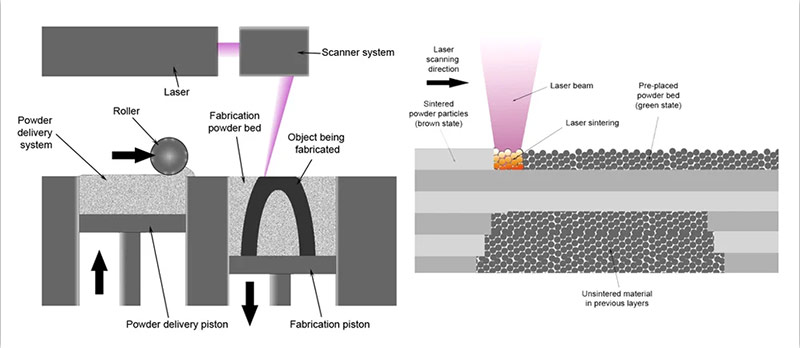
Diagram showing how SLM 3D printing works. Source: Spilasers
An SLM machine has a chamber filled with metal powder. This metal powder is then spread across the substrate or build plate in very thin layers by a coater blade.
A high power laser then fuses a 2D slice of the part by selectively melting the powdered material. The build plate then drops down by the height of one layer, and the coater spreads another layer of fresh powder finely across the surface. The process is repeated until you have the finished part.
This whole process is performed in a controlled atmosphere inside the machine. Once the part is built, it can be removed from the machine. SLM parts need to be removed from the build plate, which is often done with a bandsaw. Then you need to remove the supports. As the support material is the same as the part material, this can be difficult and a time-consuming process.
The surface finish of the sintered parts is rough and, depending on your requirements, may need some post-processing. It is also common to machine parts to achieve fine tolerances and finish fine features, surfaces, and holes.
Source:https://all3dp.com/2/selective-laser-melting-slm-3d-printing-simply-explained/