Digital Light Processing provides excellent capabilities for 3D printing / Additive Manufacturing processes with an eye on efficiency. DLP is your go-to method when opting for a quick printing process without compromising on the quality of intricate parts.
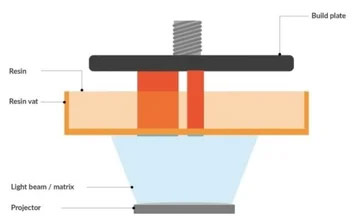
Just like their SLA counterparts, desktop DLP 3D printers are built around a resin tank with transparent bottom and a build platform that descends into a resin tank to create parts upside down, layer by layer.
The difference is the light source. DLP 3D printers use a digital projector screen to flash an image of a layer across the entire platform, curing all points simultaneously.Now that you know how SLA works, it’s time to take a closer look at DLP. DLP is a “sister technology” to SLA as the only big difference is the light source used to cure the resin. As we just mentioned, SLA printers use lasers combined with galvanometers to cure resin.
With a DLP 3D printer, the light source is a specially developed digital light projector screen. Thanks to this screen, DLP is generally considered to be faster than SLA, and here’s why:
With SLA, the laser has to individually cure the resin in a “point to point” technique. On the other hand, a DLP projector screen flashes an image of a layer all at once! Thus all points of a layer can be cured simultaneously. In this way, the print speed is increased in comparison to SLA since it takes less time to cure a single layer.
Since the DLP is a digital technology, the 2D image that is projected is composed of pixels. When translated into three dimensions, they become voxels.
High productivity
For larger and smaller parts